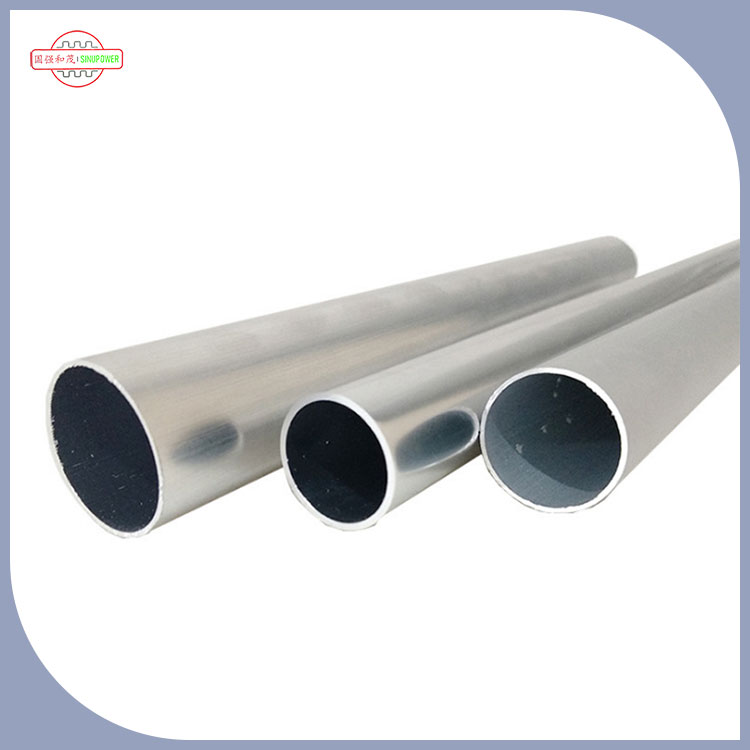

Tubi ovali piattisono piatti ovali nella sezione trasversale (asse lungo 80-200 mm, asse corto 30-80 mm) e problemi come l'asimmetria della sezione trasversale e le baratti eccessive sono inclini a tagliare gli angoli retti. Sono necessari processi e strumenti professionali per ottenere un elaborazione precisa per garantire la qualità della successiva saldatura o assemblaggio.
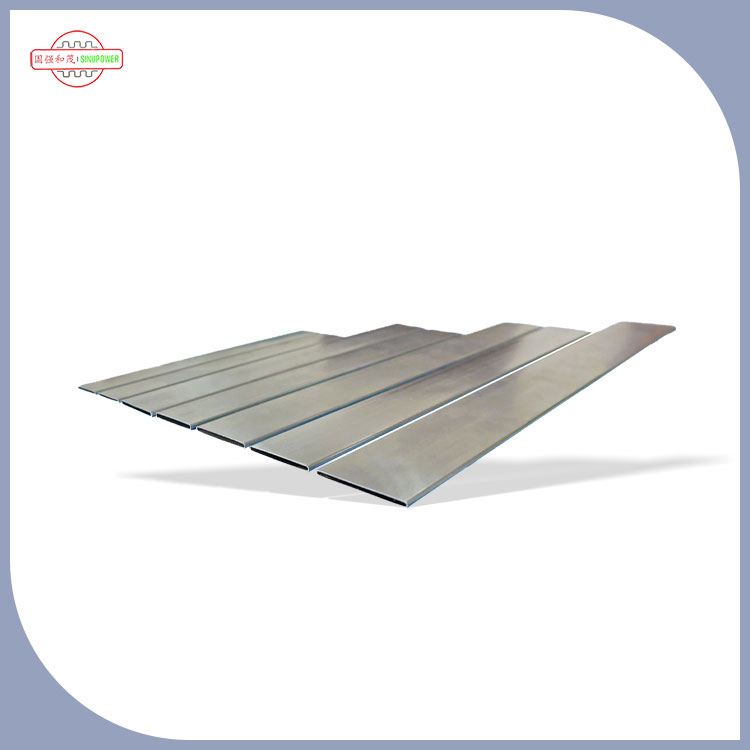
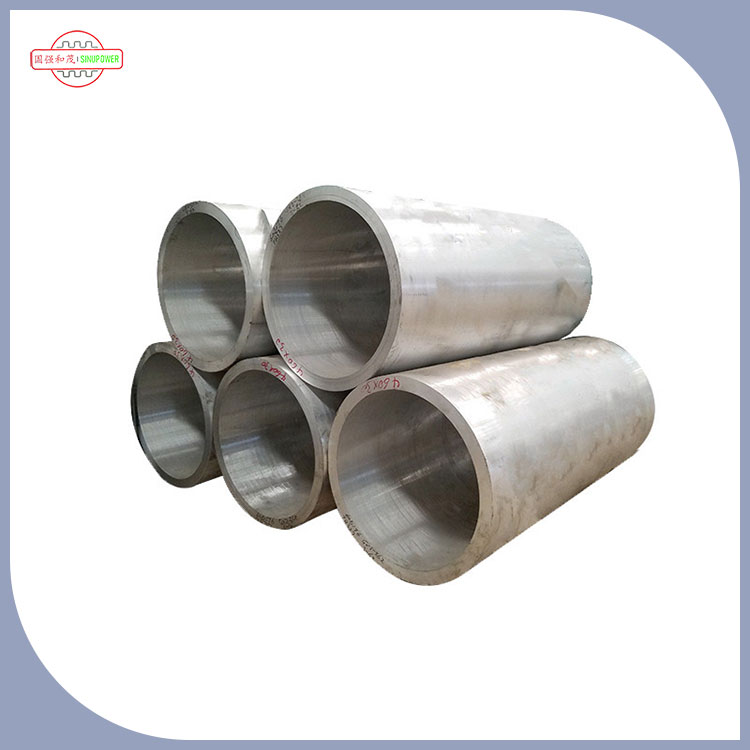
La difficoltà di taglio è concentrata sulle caratteristiche trasversali. La struttura asimmetrica dei tubi ovali piatti rende difficile garantire l'accuratezza dell'angolazione giusta del tradizionale metodo a misura unica. Se la deviazione dell'angolo di taglio è maggiore di 1 °, lo spazio del giunto del calcio supererà 0,5 mm, influenzando la resistenza alla saldatura. Inoltre, quando lo spessore della parete del tubo (di solito 2-5 mm) è irregolare, il surriscaldamento locale e la deformazione sono inclini a verificarsi. Soprattutto nella lavorazione di materiali in acciaio inossidabile, l'alta temperatura causerà formarsi in scala di ossido, aumentando i successivi costi di macinazione.
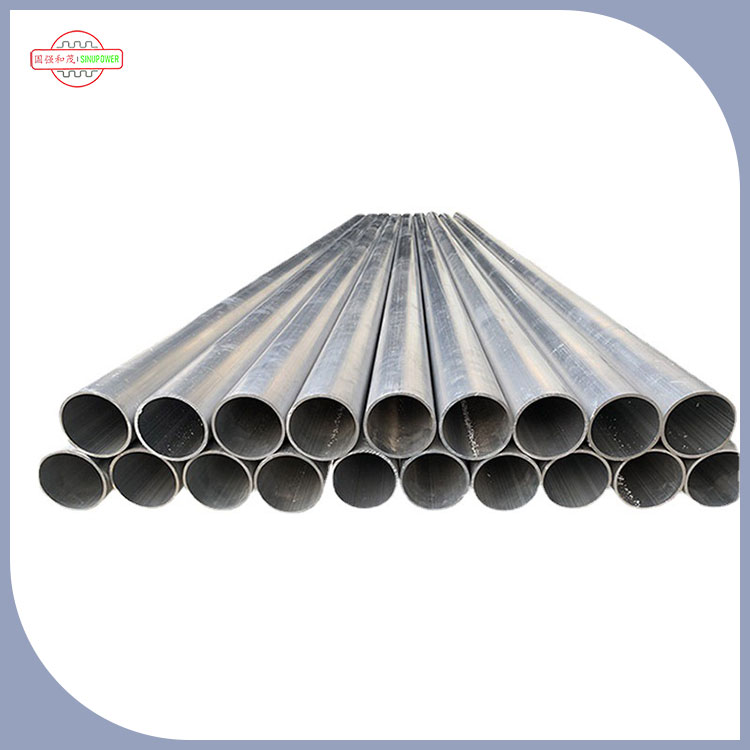
La selezione degli strumenti deve corrispondere al materiale e alle specifiche. Per i tubi ovali piatti in acciaio a basso contenuto di carbonio, si consiglia il taglio del plasma (corrente 80-120a), con una velocità di taglio di 10-15 mm/s e l'errore di verticalità può essere controllato entro 0,3 mm/m; Per i materiali in acciaio inossidabile, è preferito il taglio laser (potenza 500-1000W), che realizza l'elaborazione senza contatto attraverso travi di luce ad alta energia trasmesse dalla fibra ottica, con una zona affetta dal calore <0,1 mm per evitare la corrosione intergranulare. I tubi a parete sottile (spessore <3 mm) possono utilizzare il taglio del filo CNC con una precisione di ± 0,01 mm, che è adatto per l'elaborazione dei componenti di precisione.
Il processo operativo si concentra sul posizionamento e sull'impostazione dei parametri. Prima di tagliare, i raccordi dei tubi devono essere fissati mediante apparecchi per garantire che la linea di taglio sia perpendicolare all'asse (deviazione ≤0,5 °) e la forza di bloccaggio dell'apparecchio è controllata a 5-10MPA per prevenire la deformazione; Durante il taglio del plasma, l'ugello viene mantenuto a 3-5 mm dalla parete del tubo e la pressione del gas (aria o azoto) è impostata su 0,6-0,8 milioni per evitare la divergenza dell'arco; Il taglio laser deve regolare la posizione di messa a fuoco in base allo spessore della parete e il focus di tubi a parete spessa viene regolata verso il basso a 1/3 della parete del tubo per migliorare la penetrazione del taglio.
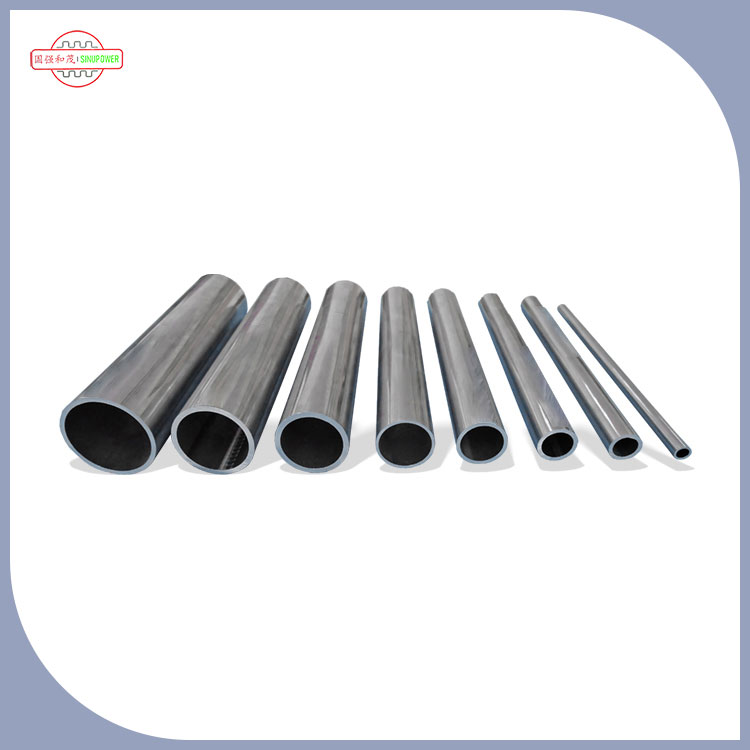
La successiva elaborazione influisce sulla qualità finale. Dopo il taglio, è necessario una smerigliatrice angolare (con una ruota di macinazione a 120 grana) per rimuovere le bara per produrre la rugosità della sezione trasversale Ra≤12,5 μm; I tubi in acciaio inossidabile devono essere passivati (immersi in soluzione di acido nitrico per 10-15 minuti) per prevenire la ruggine sul taglio. Per scene con requisiti di precisione elevati (come il gruppo tubo di scarico automobilistico), la deviazione dell'angolo retta deve essere rilevata da uno strumento di misurazione a tre coordinate per garantire che soddisfi lo standard di tolleranza di ± 0,1 °.
Tagliare gli angoli corretti su Ftubi ovali latRichiede la considerazione sia delle prestazioni delle apparecchiature che dei dettagli del processo. Attraverso un posizionamento preciso, l'ottimizzazione dei parametri e la successiva elaborazione, è possibile ottenere una sezione trasversale regolare e un effetto di elaborazione angolare preciso, fornendo una garanzia di base per la tenuta e la resistenza strutturale della connessione della tubazione.